.png)









-1.jpg)



























激光焊接设备焊接质量检测采用红外热成像技术早已经不是什么新鲜事。在过去的几十年的发展中,红外检测早已经在船舶、军舰、高铁动车、汽车、五金焊接等领域得到成熟的应用。

1.红外热成像基本原理
一般我们人眼能够感受到的可见光波长为:0.38~0.78μm。通常我们将比0.78μm 长的电磁波称为红外线。自然界所有温度在绝对零度(-273℃)以上的物体, 都会发出红外线,因此利用探测器探测物体的红外辐射,可以得到红外图像,也称为热图像。
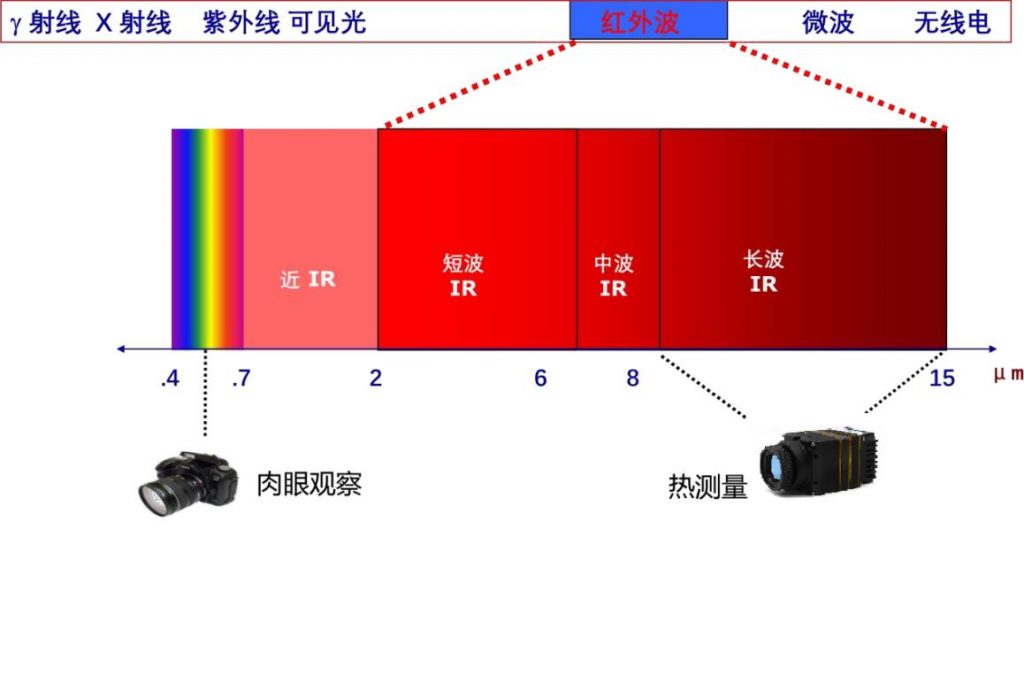
图 1 红外线光谱段
红外热成像系统通过接收物体发射的红外线,经过一系列的处理,可形成物体表面的热图像,并进行相关部位的温度测量。由于红外热成像系统是被动接受目标自身的红外热辐射,与气候条件无关,因此无论白天黑夜均可正常工作。在雨、雪雾等恶劣的气候条件下,由于可见光的波长短,克服障碍的能力差,因而观测效果较差,甚至不能工作。与可见光相比红外线的波长较长,特别是工作在 8~14μm 的热像仪,不仅克服雨雪雾的能力较高,而且体现很好的温度检测特征。因此仍可以在较远的距离上正常观测目标。所以,在夜间以及较恶劣气候条件下,采用红外热成像监控设备可以对各种目标进行可靠监控及预警。
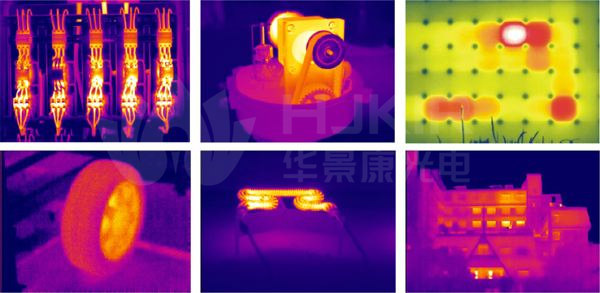
图 2 红外检测部分应用
任何物体都会释放出红外线,红外热像仪是利用红外探测器和光学成像物镜接受被测目标的红外辐射能量分布图形反映到红外探测器的光敏组件上,从而获得红外热像图,这种热像图与物体表面的热分布场相对应。热流在物体内部扩散和传递的路径中,将会由于材料或传导的热物理性质不同,或受阻堆积,或通畅无阻传递,最终会在物体表面形成相应的“热区”和“冷区”,这种由里及表出现的温差现象,就是红外检测的基本原理。由于红外响应波段是8~14μm,在焊接过程中不会受到激光的影响。

图 3 红外检测部分应用
2.技术需求
由于激光焊接的温度很高,所以采用的红外热像仪必须能够测量很高的温度,还要求温度范围广。
由于焊接的升温过程和整个焊接过程都比较快,所以要采用帧频较高的高速红外热像仪。
对于镜头,还需要提供保护装置,既能透过相应波段的红外辐射,也能阻挡焊接飞溅物对红外热像仪镜头的损伤,还可以消除焊弧的干扰和影响。
由于激光焊接的特殊环境,所以人必须能远离焊接现场,那么所选取的红外热像仪必须能够远程操作。
激光焊接设备在焊接速度和焊接操作上存在一定的优点,也存在一定的缺陷。在未来的焊接领域,应该深入研究激光焊接过程的反应机理和现象,吸收和掌握国际上先进的焊接技术和测控技术,实现激光测控技术的国有自主化。
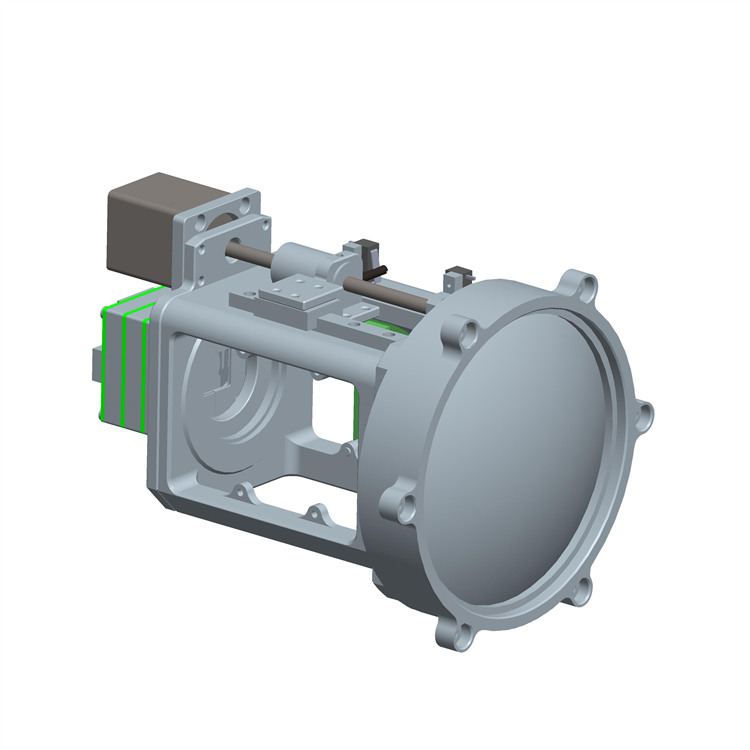
3.产品响应
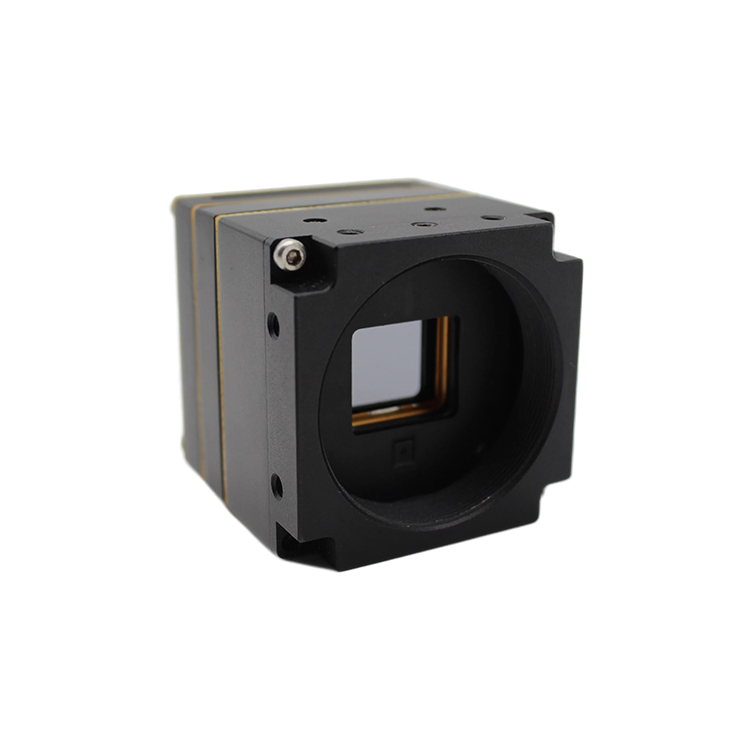
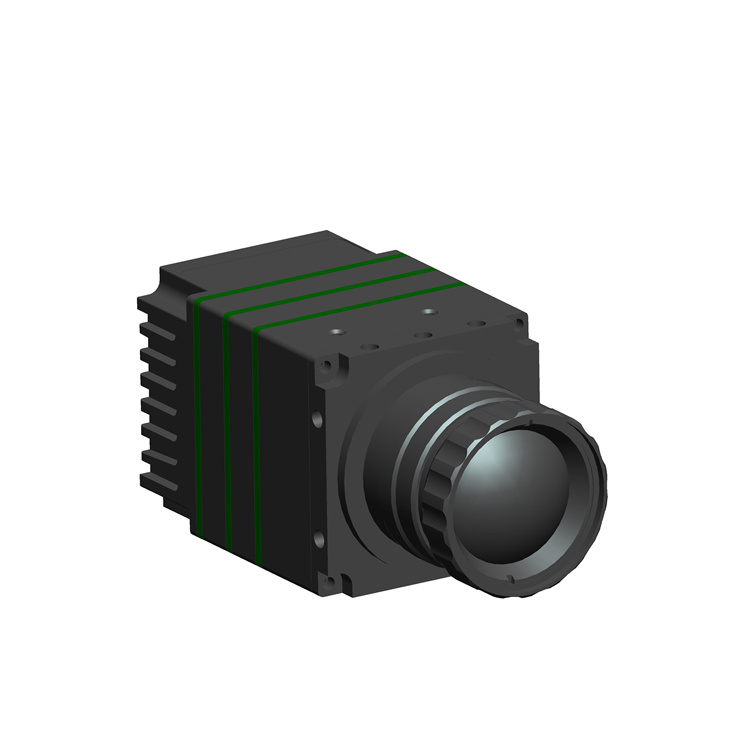
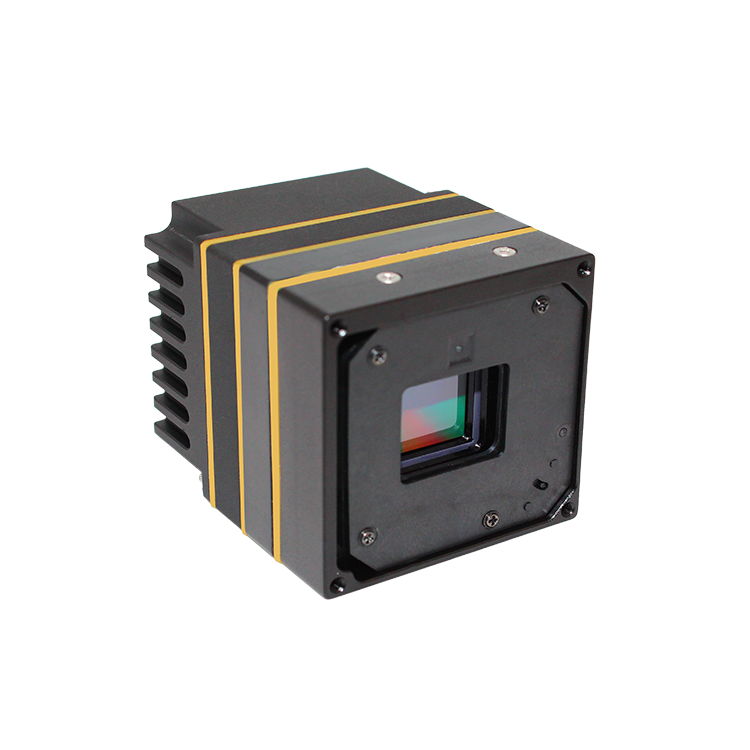
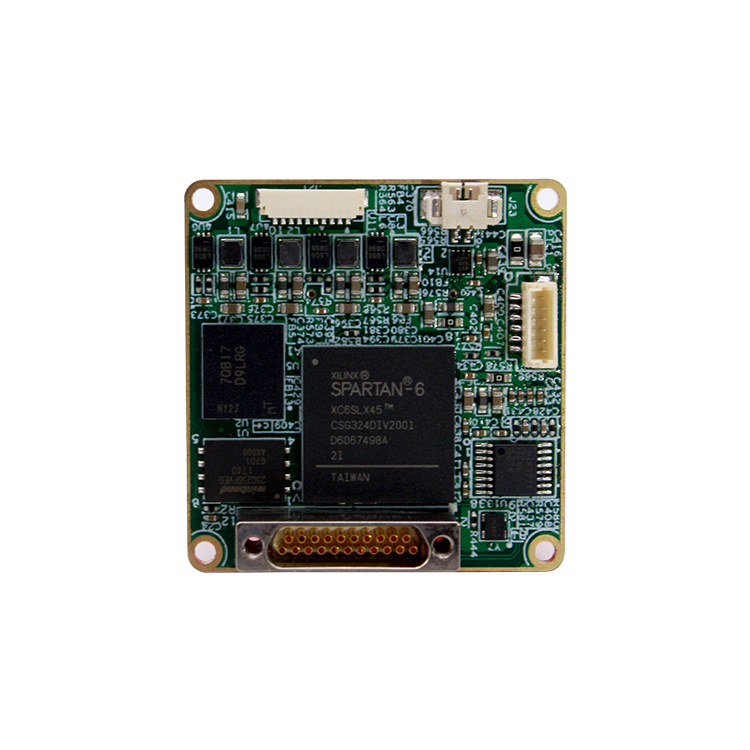
在线式红外热成像测温仪采用进口17μm非制冷红外焦平面探测器、高性能红外镜头和信号处理电路,并嵌入先进的图像处理算法,具备体积小、功耗低、启动快速、成像质量优异、测温精准等特点。
在线式红外热成像测温仪的器件选型充分考虑高低温工作性能的要求,保证整机工作有优异的环境适应性能。
在线式红外热成像测温仪功能特性:
1、超高的响应范围,采用分段式测温参数调取,测温范围涵盖-20℃~1600℃,在这个范围内可以实现正常测温,测温精度可达±2%,超出这个范围也可以正常成像;
2、采用高帧频设计,可以观测快速移动的目标,最高可达100HZ;
3、采用高透过率无热化镜头,前片镀碳膜,不加装锗窗情况下也可以起到一定得保护作用,另外也有高透过率的锗窗保护罩可以选配,适应各种恶劣使用场所;
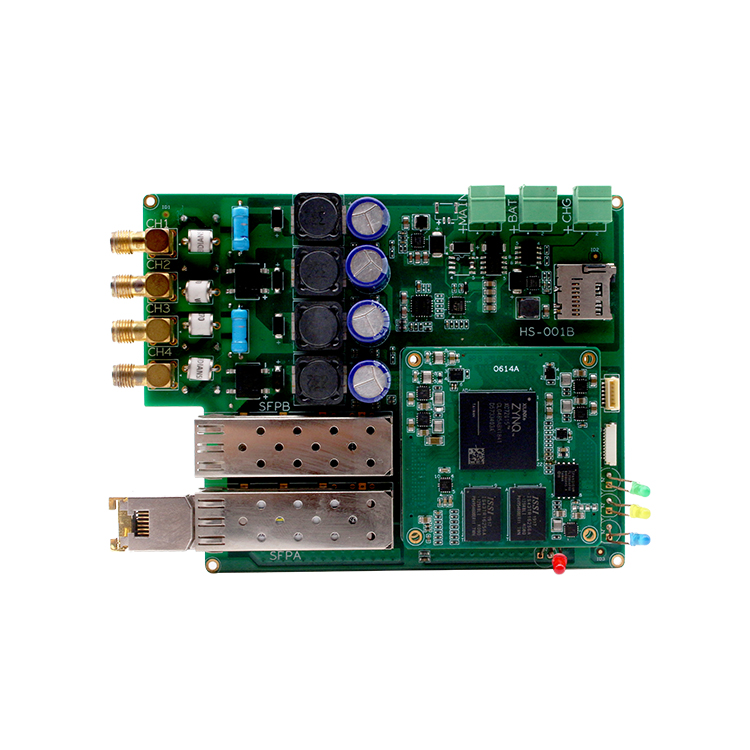
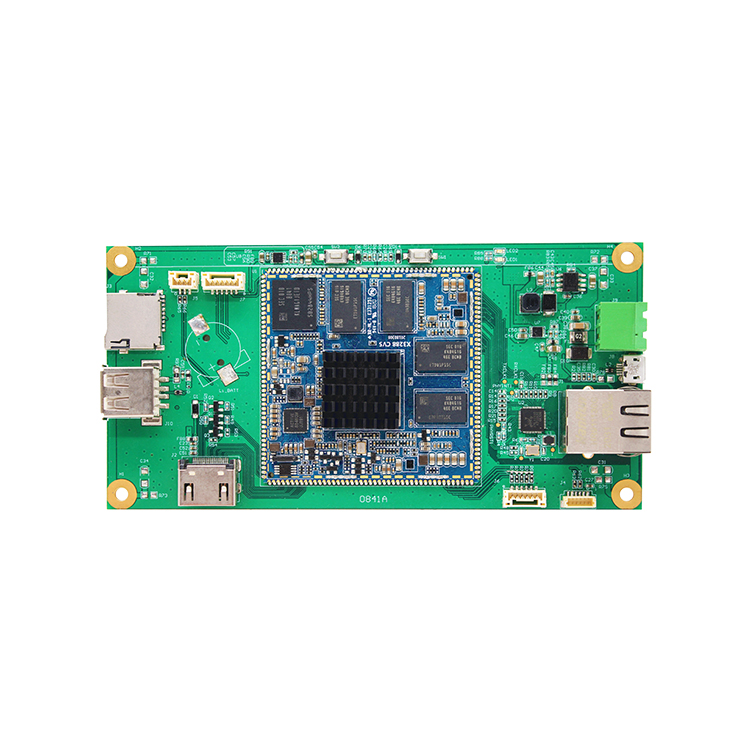
4、采用千兆网设计网线传输,既保证了远距离传输又保证了传输的可靠性;
5、输出全码流无损16Bit温度数据,提供客户端软件及SDK开发包,便于客户进行二次开发和系统集成,充分对被测目标进行个性化温度分析。









