.jpg)









-1.jpg)



























一.焊前预热的目的
焊前预热是为了减小焊接过程中由于温度变化带来的热应力和变形。焊接时,局部区域的温度会迅速升高,导致局部区域发生收缩,而周围区域没有升温,导致应力集中,从而引起变形。若将工件预热到一定温度,可以使工件的温度分布更加均匀,减小因温度梯度引起的形变,有利于提高焊接接头的质量和机械性能。

二.红外热像仪的作用
使用华景康在线式红外热成像测温产品监控焊接预热温度,通过红外测温可精确控制预热温度和范围可提升焊接质量。
在线式红外热成像在焊前预热测温的优点:
1.红外热成像测温可以大范围监测,监测整个焊接工件的预热温度。
2.测温范围广,-20-1600℃测温范围,可同时测预热温度和焊接温度。
3.焊接工件画面和温度同时显示,方便现场焊接人员控制预热温度。
4.提升预热效率,精准控制工件预热温度和时间。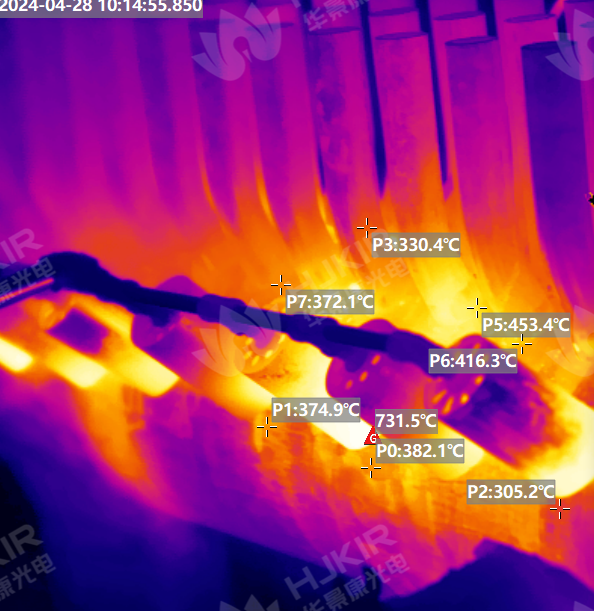
三.常用的预热温度范围
预热温度的选择需要根据工件材料和厚度等因素来确定。一般来说,焊前预热温度应该达到工件材料的屈服强度的50%左右。对于一些不同材料的工件,预热温度范围不尽相同,通常在150℃-300℃左右。
对于碳钢焊接,一般预热温度在150℃-200℃左右;对于不锈钢焊接,预热温度应该在200℃-300℃之间;而对于铝合金焊接,预热温度则应该在250℃-350℃之间。
四.预热的时间
预热时间的长短也需要根据工件材料和厚度等因素来确定。一般来说,预热时间应该保持在1小时左右。如果工件厚度较大,预热时间可以适当延长,但一般不应超过2小时。
通过红外热成像测温精确测试焊接区域预热温度,控制预热时间提升焊接效率。
五、注意事项
1.固定焊接位置:在预热时需要固定好焊接位置,以避免影响预热效果。
2.预热范围:需要保证预热的范围覆盖到整个焊接区域,在线式红外热像仪可监测整个预热工件的温度,保证整个焊接区域预热温度。
3.温度监控:使用华景康在线式红外热像仪对工件进行实时监控,以确保预热温度达到标准要求预热温度范围。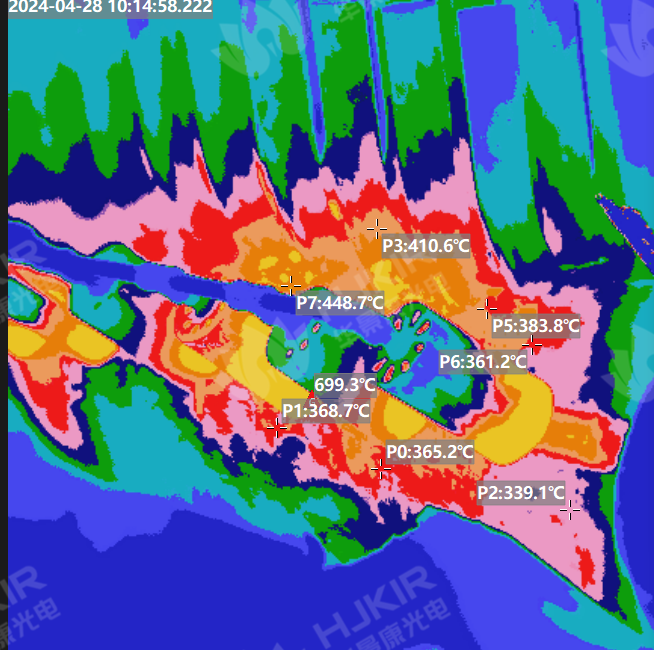
推荐使用华景康在线式红外热像仪K43E9/K46E9/K26E13





")
