.jpg)









-1.jpg)



























Research status at home and abroad:
The development and application of Infrared Thermal Imaging Nondestructive testing technology benefit from the development of thermal imaging equipment in the 20th century. In 1964, after World War II, Texas Instruments developed the first generation of military infrared thermal imaging equipment for the first time. In 1965, Sweden developed an infrared imaging device with temperature measurement function, called thermal imager.
In 1978, Texas Instruments Corporation successfully developed the world's first uncooled infrared thermal imaging system. In the mid-1990s, FSI developed a new generation of focal plane thermal imager. With the development and application of focal plane thermal imager, infrared thermal wave technology has entered a stage of rapid development, and its importance in the field of nondestructive testing is gradually shown.
Wayne State University in the United States is one of the earliest research institutions engaged in this technology. It has been at the forefront of this field and has made many practical and useful research results in optical pulse and ultrasonic stimulated infrared thermal imaging. In addition, the University of bath in the United Kingdom, the British Nondestructive Testing Association, the University of Stuttgart in Germany, cedip in France, Laval University in Canada, Russia, Australia and other countries are committed to the research of this technology, which is widely used in the detection of internal defects and bonding quality of aircraft composite components, impact damage detection, skin riveting quality detection, etc.
In China, due to the limitation of the development of thermal imagers, the research of infrared thermal wave nondestructive testing technology started late. The preliminary work is mainly limited to the traditional passive infrared thermal imaging detection. The scanning and uncooled thermal imagers dominate the market, and their temperature resolution and acquisition frequency cannot meet the needs of capturing the rapidly changing temperature field.
With the development and introduction of focal plane cooled thermal imager, active infrared thermal imaging nondestructive testing technology has gradually developed in recent decades. The main research institutions include Capital Normal University, Beijing University of Aeronautics and Astronautics, Beijing University of technology, Harbin Institute of technology, Northwest University of technology, Nanjing University, Nanjing University of Aeronautics and Astronautics, Aeronautical Materials Research Institute, civil aviation science and Technology Research Institute of China and other major universities and scientific research institutes. Some progress has been made in the theory of thermal wave detection, thermal excitation method, quantitative research of defect size and depth, which has been gradually applied to aerospace, wind power generation, automobile manufacturing and other fields, and relevant national standards have been formulated, such as nondestructive testing flash lamp excited infrared thermography.
Development overview:
Since the revival of photoacoustic effect research in the mid-1970s, with the development of modern photoacoustic discipline, photothermal effect research has developed accordingly, because photoacoustic effect can be seen as the result of the combination of photothermal and thermoacoustic effects. There are many methods to detect the photothermal effect. Buse et al. Proposed to use the intensity modulated laser to cause the temperature of the sample to rise and produce infrared radiation, and use the infrared photoelectric device to receive this infrared radiation, which is called photothermal radiation technology. Since the beam focuses on the sample, the beam must be scanned to detect the uneven structure of the sample (such as subsurface defects), which is a very preliminary photothermal detection experiment.
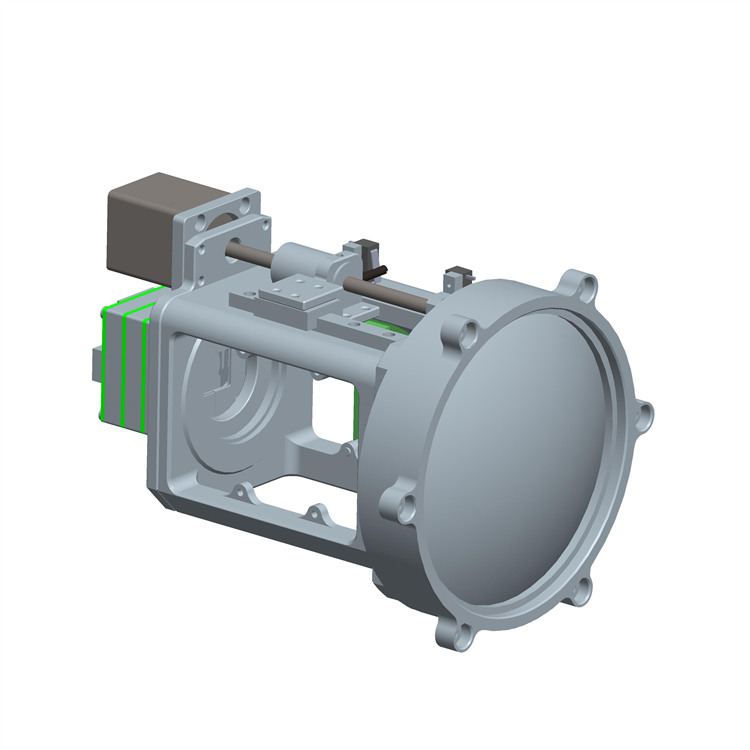
On the other hand, Ku et al. Proposed to use the flash light source of the atmosphere lamp as the excitation source, and the light beam irradiates on the tested sample (part) in a large area. The sample absorbs the pulse light energy to produce a thermal wave and emits infrared radiation. The infrared radiation emitted by the sample is received by the infrared video camera, which can make the temperature distribution on the surface (or sub surface) of the sample image in real time. The imaging device is shown in Figure L. If the sample structure is uneven, it will cause uneven temperature distribution on the surface (or sub surface). Therefore, defects, impurities or other uneven structures of the sample can be detected, which is also called photothermal infrared imaging technology. Its advantage is that it can detect a large area in a non-contact and real-time manner. The disadvantage is that the sensitivity and signal-to-noise ratio are not very high, because the absorption of light by tiny uneven structures and the resulting heat are not very different from the background. In order to improve the sensitivity and signal-to-noise ratio, the intensity of the light source must be increased, so it is often necessary to irradiate the sample with multiple kW level atmosphere lamps at the same time, or adopt lock in or boxcar technology to improve the signal-to-noise ratio. However, this reduces the imaging speed and is not conducive to real-time imaging.
Further, buse et al. Proposed to use low-frequency amplitude modulated ultrasound as the excitation source to act on the sample to heat the sample, and use an infrared camera to detect the temperature distribution on the surface of the sample, as shown in Figure 2. If the sample structure is uneven, it will cause additional absorption of ultrasonic wave and uneven distribution of surface temperature. Because ultrasonic wave can travel a long distance in the sample, the infrared camera has a considerable field of view, so it is convenient to carry out real-time nondestructive testing on the sample. Its disadvantage is that the ultrasonic energy modulated by amplitude is small and the detection sensitivity is low.
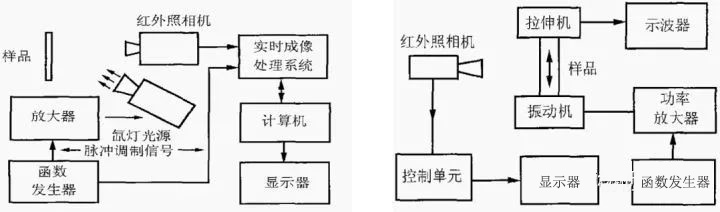
Photothermal infrared imaging detection system and amplitude modulated ultrasonic thermal wave infrared system
Detection principle of acoustic infrared thermal imaging technology:Ultrasonic infrared thermography technology is that the ultrasonic generator generates electrical signals and transmits them to the ultrasonic gun. The ultrasonic gun generates short pulses (50 ~ 200 ms) and low-frequency (20 ~ 40 kHz) ultrasonic waves that act on the surface of the object. The ultrasonic waves are coupled through the interface and propagate in the object. In case of crack, delamination and other damage, the contact collision between the two interfaces of the medium damage under the excitation of ultrasonic wave, and the friction between particles converts the mechanical energy generated by ultrasonic wave into heat energy, so that the temperature at the damage and adjacent areas increases significantly, and the changes of the corresponding surface temperature field can be observed and recorded by infrared thermal imager.
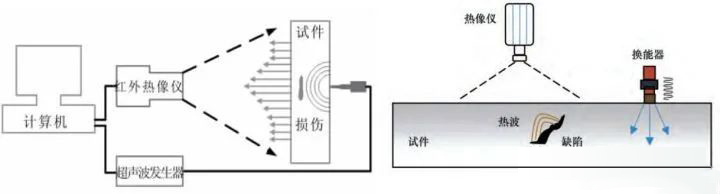
Attenuation and heat generation of ultrasonic wave at the damage
In the process of ultrasonic action, contact, slip, separation and other interactions occur between the interfaces of internal interface bonding damage of materials.
Characteristics of ultrasonic infrared thermal imaging technology:Ultrasonic Infrared Thermal Imaging Nondestructive Evaluation comprehensively applies ultrasonic excitation and infrared thermal imaging technology to identify the defects of materials or structures, especially for the detection of surface and near surface cracks of metal materials and ceramic materials, shallow delamination or debonding of composite materials, etc. Therefore, the specific vibration excitation source of its ultrasonic infrared thermal imaging is used to promote the mechanical vibration (elastic wave propagation) in the material or structure, so that the defective part (crack or delamination) can produce and release heat energy due to the attenuation of sound energy due to thermoelastic effect and hysteresis effect, and finally cause the local temperature of the material to rise. By capturing and collecting the local heating process of materials with infrared thermal imager, the defects in materials or structures can be identified with the help of sequential thermal images.
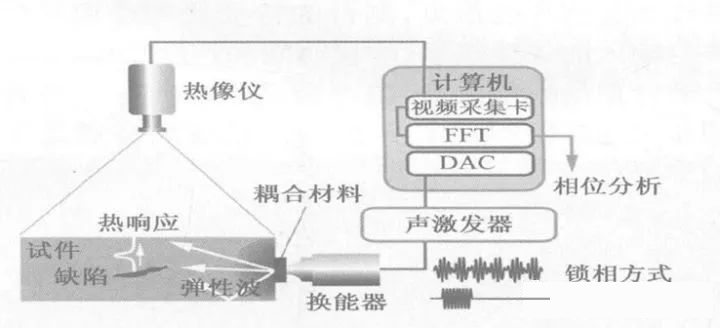
The thermal effect is caused by the inconsistent vibration of sound wave on the two heterogeneous interfaces of internal defects when it propagates in the material. For example, a closed crack will become a planar heat source due to friction or other irreversible interactions on the inner surface of the crack. If the crack extension direction intersects with the surface, the heat source will first form a line on the infrared thermal imager, and then it will become blurred, and the hot area will slowly spread outward. When the ultrasonic pulse excitation source stops, the temperature of the target area will gradually decrease like the ordinary thermal radiation process.
In addition to the detection of micro cracks, ultrasonic infrared thermal imaging nondestructive evaluation technology can also be applied to other types of defects, such as internal delamination or debonding of composites. In addition to the very fast detection speed (only a few seconds), good signal-to-noise ratio and high sensitivity of cracks, this technology is superior to other traditional technologies such as ultrasonic detection and pulse infrared thermal imaging detection in the detection of deeper internal delamination or cracks.
Comparison between ultrasonic infrared imaging technology and other nondestructive testing technologies:Compared with other nondestructive testing technologies, ultrasonic infrared thermography technology has significant advantages:
1. The detection speed is relatively fast. Generally, defects can be observed in the heat map within 1~2s after the start of thermal excitation;
2. The temperature rise caused by thermal excitation only occurs at the location where the defect exists, so the contrast between the defect and the surrounding in the infrared thermogram is high and the detection safety is relatively high;
3. It is easy to control the detection effect. The detection effect can be controlled by adjusting the ultrasonic excitation signal parameters (such as signal frequency, signal amplitude, waveform, etc.). Based on the above advantages, combined with the wave propagation finite element analysis theory, ultrasonic infrared thermal imaging technology has become a research hotspot in the field of structural nondestructive testing, and has a good application prospect in the detection of surface defects of metal materials and internal defects (such as delamination) of composite materials.
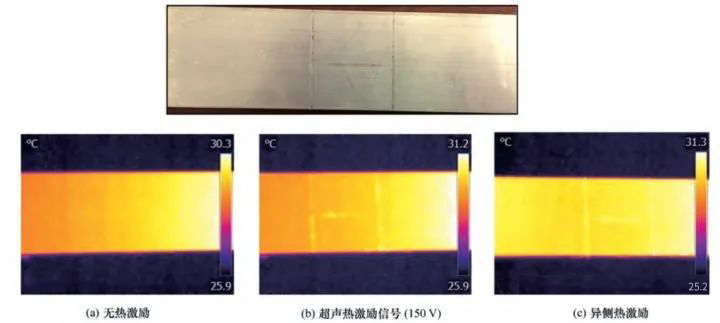
Ultrasonic infrared thermal imaging technology to detect metal aluminum plate:
The following figure shows the detection results of crack damage of metal aluminum plate specimen by ultrasonic infrared thermal imaging technology. Three cracks with different directions were prefabricated on the aluminum plate specimen. The detection effect is directly proportional to the amplitude of the ultrasonic excitation signal. When the signal amplitude exceeds ± 80V, the obvious characteristics of defects can be observed in the infrared thermogram; When the amplitude reaches 150V, the detection effect is the best, and the excitation power is only about 10W at this time. Therefore, this experimental system can realize the effective thermal excitation of low-power ultrasound, and the experimental risk is very small.





")


