.jpg)









-1.jpg)



























Using infrared thermal imaging technology to detect the welding quality of laser welding equipment has long been nothing new. In the past decades of development, infrared detection has already been mature in the fields of ships, warships, high-speed rail cars, automobiles, hardware welding and so on.

1.Basic principles of infrared thermal imaging
Generally, the visible light wavelength that our human eyes can feel is 0.38~0.78 μ m。 Usually we will compare 0.78 μ M long electromagnetic waves are called infrared rays. In nature, all objects whose temperature is above absolute zero (-273 ℃) will emit infrared rays. Therefore, infrared images, also known as thermal images, can be obtained by detecting the infrared radiation of objects with detectors.
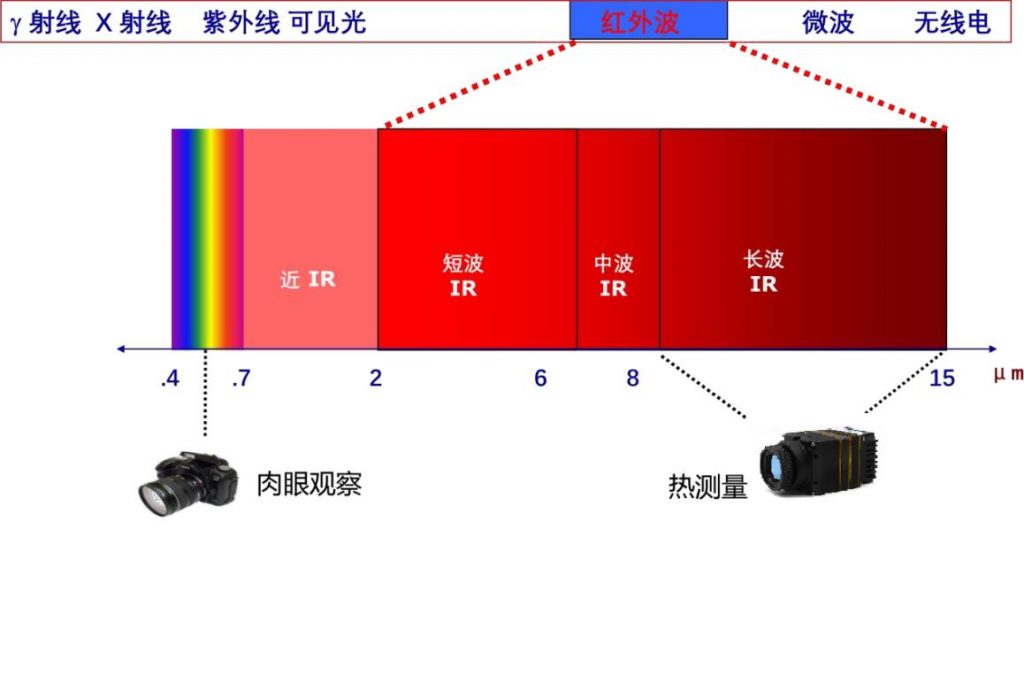
Figure 1 Infrared spectrum segment
The infrared thermal imaging system receives the infrared ray emitted by the object, and after a series of processing, it can form the thermal image of the object surface and measure the temperature of relevant parts. Because the infrared thermal imaging system passively receives the infrared thermal radiation of the target itself, it has nothing to do with climatic conditions, so it can work normally no matter day or night. Due to the short wavelength of visible light and the poor ability to overcome obstacles, the observation effect is poor and even can not work under the bad weather conditions such as rain, snow and fog. Compared with visible light, infrared has a longer wavelength, especially when working at 8~14 μ M thermal imager not only has high ability to overcome rain, snow and fog, but also reflects good temperature detection characteristics. Therefore, the target can still be observed normally at a long distance. Therefore, the infrared thermal imaging monitoring equipment can reliably monitor and warn various targets at night and in severe weather conditions.
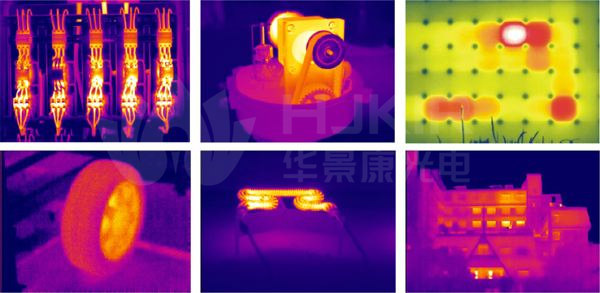
Figure 2 Partial application of infrared detection
Any object will release infrared ray. The infrared thermal imager uses the infrared detector and optical imaging objective lens to receive the infrared radiation energy distribution pattern of the measured target and reflect it on the photosensitive component of the infrared detector, so as to obtain the infrared thermal image, which corresponds to the thermal distribution field on the surface of the object. In the path of heat flow diffusion and transmission inside the object, due to the different thermophysical properties of materials or conduction, it will be blocked to accumulate, or unobstructed to transmit, and finally form the corresponding "hot zone" and "cold zone" on the surface of the object. This phenomenon of temperature difference from the inside and the surface is the basic principle of infrared detection. Because the infrared response band is 8~14 μ m. It will not be affected by laser during welding.

Figure 3 Partial application of infrared detection
2. Technical requirements
Because the temperature of laser welding is very high, the infrared thermal imager used must be able to measure very high temperature, and it also requires a wide temperature range.
Because the heating process and the whole welding process are relatively fast, a high-speed infrared thermal imager with high frame rate should be used.
For the lens, it is also necessary to provide a protective device, which can not only transmit the infrared radiation of the corresponding wave band, but also block the damage of welding spatter to the infrared thermal imager lens, and also eliminate the interference and influence of welding arc.
Due to the special environment of laser welding, people must be far away from the welding site, and the selected infrared thermal imager must be able to operate remotely.
Laser welding equipment has some advantages and disadvantages in welding speed and welding operation. In the future welding field, we should deeply study the reaction mechanism and phenomenon of laser welding process, absorb and master the international advanced welding technology and measurement and control technology, and realize the nationalization and autonomy of laser measurement and control technology.
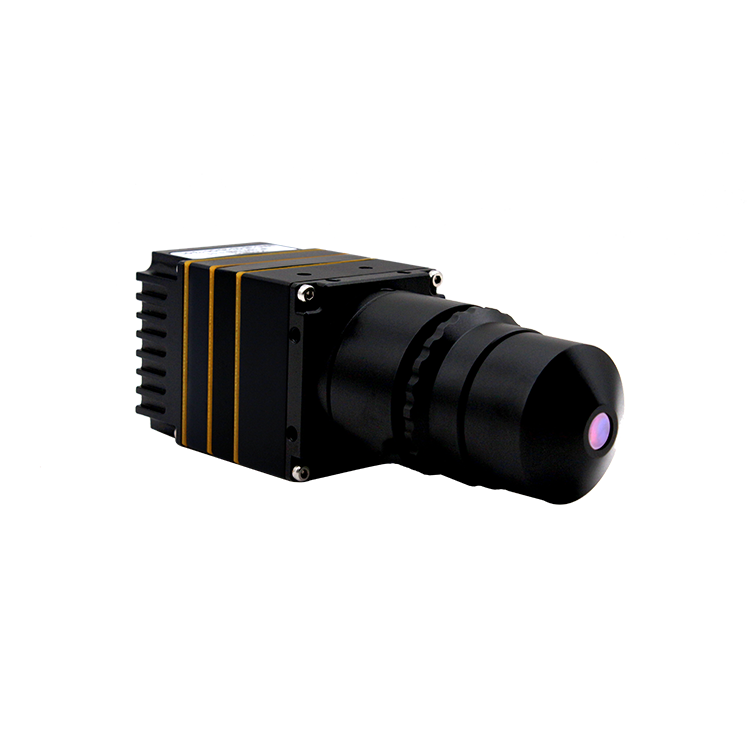
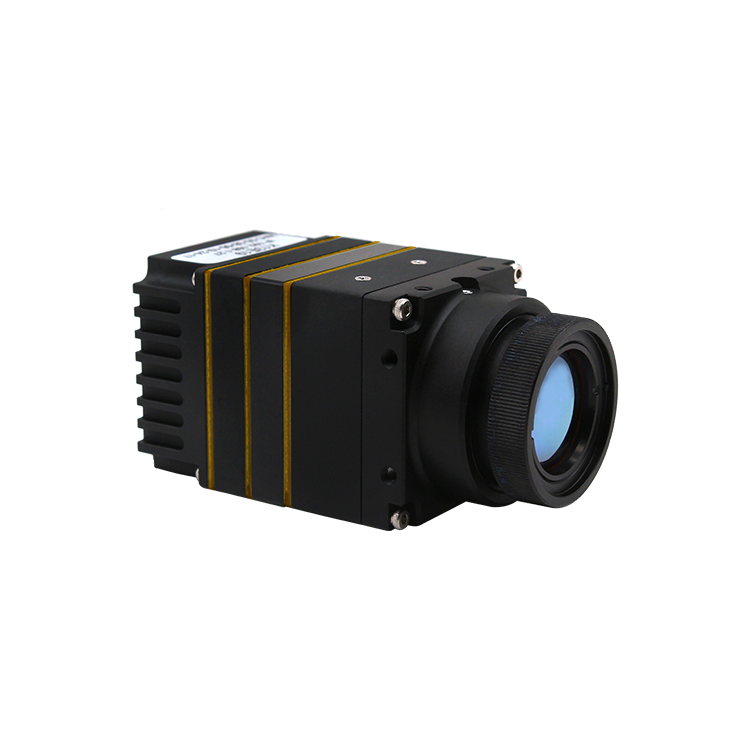
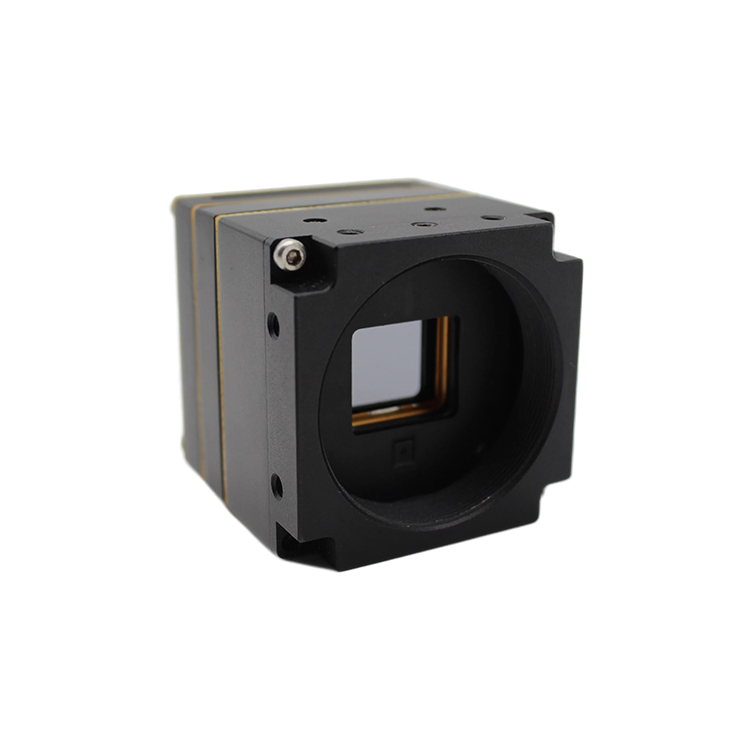
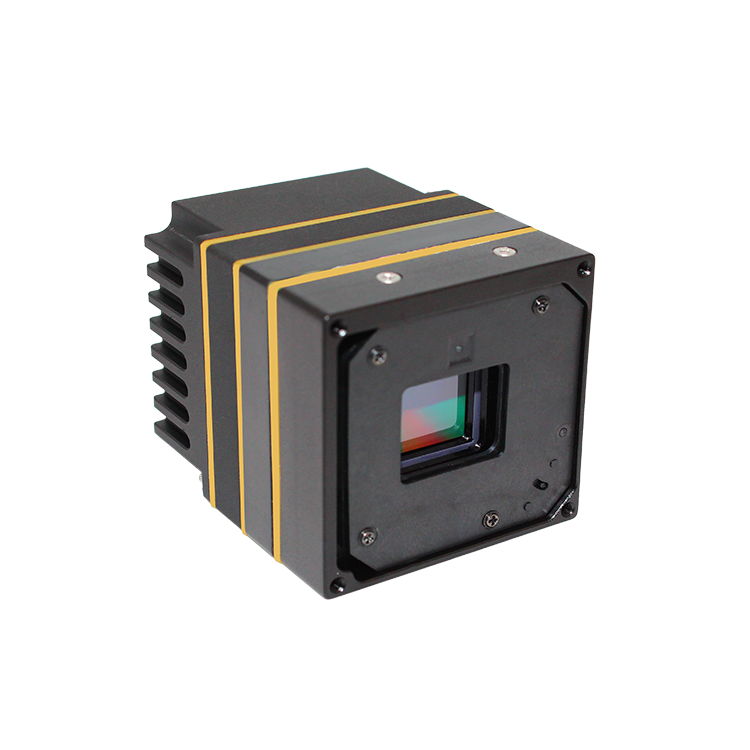
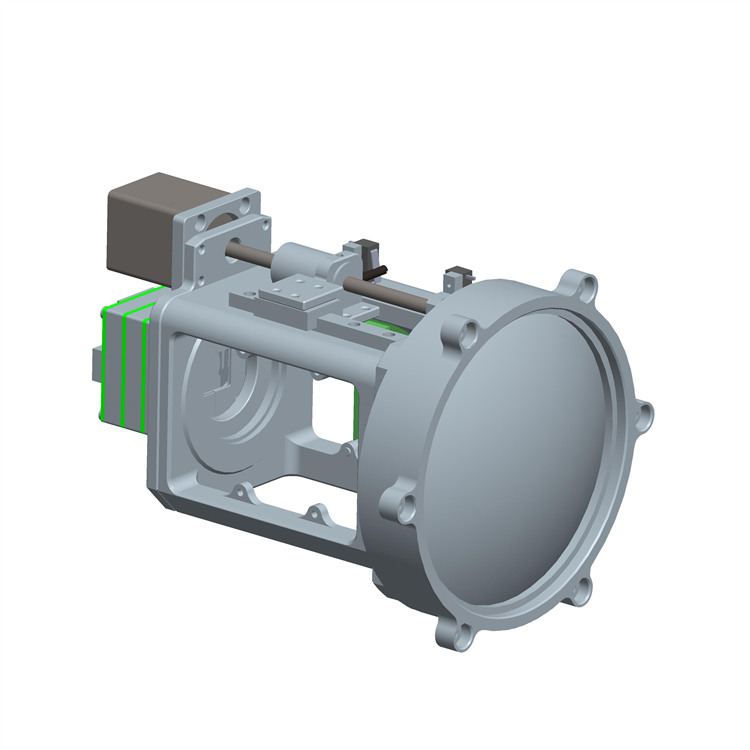
3. Product response
The on-line infrared thermal imaging thermometer adopts imported 17 μ M uncooled infrared focal plane detector, high-performance infrared lens and signal processing circuit, and embedded with advanced image processing algorithm, it has the characteristics of small size, low power consumption, fast startup, excellent imaging quality, accurate temperature measurement and so on.
The device selection of on-line infrared thermal imaging thermometer fully considers the requirements of high and low temperature working performance to ensure that the whole machine has excellent environmental adaptability.
Functional characteristics of online infrared thermal imaging thermometer:
1. The ultra-high response range adopts segmented temperature measurement parameters, and the temperature measurement range covers -20 ℃ ~1600 ℃. Within this range, normal temperature measurement can be achieved, and the temperature measurement accuracy can reach ± 2%. Beyond this range, normal imaging can also be achieved;
2. With high frame rate design, it can observe fast-moving targets, up to 100Hz;
3. Using a high transmittance non heated lens, the front piece is coated with carbon film, and it can also play a certain protective role without adding germanium windows. In addition, there are also high transmittance germanium window protective covers that can be selected to adapt to various harsh places of use;
4. Using gigabit network to design network cable transmission, not only ensures long-distance transmission, but also ensures the reliability of transmission;
5. The full stream lossless 16bit temperature data is output, and the client software and SDK development kit are provided to facilitate the secondary development and system integration of customers, and fully carry out personalized temperature analysis of the tested target.









